Производство гранулированных фосфорных удобрений (например, DAP/MAP, комплексные фосфорсодержащие удобрения и т. п.) по сути сводится к тому, чтобы при контролируемых температуре, влажности и доле возвратного продукта (ретура) превратить различные виды фосфорсодержащего сырья (кислоты, пульпы, порошки) в товарные гранулы с узким распределением по размеру, достаточной прочностью, стабильным составом и хорошей сыпучестью при хранении и перевозке. Ниже — «инженерный» обзор типовой линии: структура, ключевое оборудование и типичные проблемы.

1. Как выбрать технологический маршрут грануляции?
Единого «стандарта» нет: маршрут выбирают по форме сырья и требуемому продукту.
- Пульповый (химический) метод (часто для DAP/MAP)
Фосфорную кислоту (или кислую фосфорсодержащую пульпу) нейтрализуют аммиаком/азотным компонентом с получением реакционной массы, которая поступает в грануляцию. Плюсы — однородность и высокая прочность гранул, хорошо масштабируется. Минусы — повышенные требования к реакторному узлу, коррозионной стойкости и газоочистке. - Смесевой (физический) метод
Основу составляют порошковые компоненты: фосфоритная мука, порошок МАР/ДАP, материалы из побочных продуктов (например, фосфогипс) и т. п.; добавляют связующее/воду и гранулируют (дисковая или барабанная грануляция). Плюсы — широкий диапазон сырья, проще менять рецептуры. Сложность — узкое «окно» по влажности, высокая роль стабильной работы ретура и ситовой классификации. - Плав/горячая грануляция (для отдельных рецептур)
Гранулы формируются из горячей массы/частично расплавленной фазы, что может снизить потребность во вводе воды и нагрузку на сушку. Требует точного температурного контроля и повышенного внимания к безопасности; подходит при стабильной рецептуре и доступном источнике тепла.
Если цель — типовой товарный размер (обычно 2–4 мм или 2–5 мм) и непрерывная стабильная производительность, на практике чаще применяют непрерывную схему «реакция/грануляция — сушка — охлаждение — рассев — покрытие».
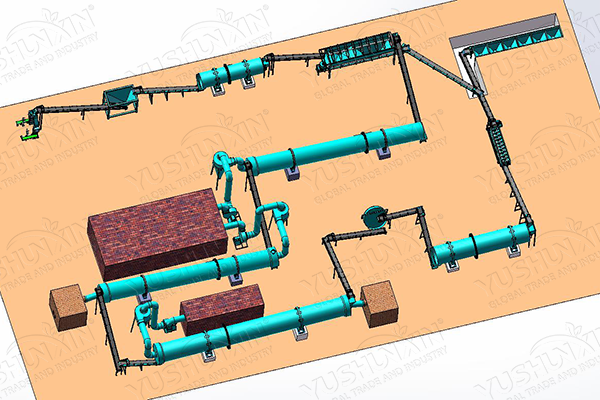
2. Типовой технологический поток линии грануляции
Для наиболее распространённой непрерывной линии (каркас одинаков и для химической, и для физической грануляции):
Складирование и транспорт сырья → дозирование → смешение/подготовка → грануляция → сушка → охлаждение → рассев → возврат и дробление → покрытие → склад готового продукта и фасовка → пылеулавливание/газоочистка
2.1 Дозирование: старт стабильного «состава по анализу»
Важно не просто «подавать сырьё», а подавать его точно и непрерывно.
Рекомендуется: ленточные весы/потеря-веса (loss-in-weight), шнековые дозаторы и расходомеры в единой системе управления с протоколированием и разграничением доступа при смене рецептуры.
Для фосфорной кислоты, аммиачной воды и т. п. нужно учитывать температуру, концентрацию, коррозию и риск кристаллизации/засорения.
2.2 Грануляция: самый «чувствительный» участок
Успех грануляции чаще всего определяется тремя параметрами:
- Влажность (или содержание твёрдого в пульпе/свободная вода): избыток — налипание и комкование; недостаток — пыление и трудности с формированием ядра гранулы.
- Доля ретура (возвратной мелочи/фракции): ретур — «скелет» грануляции; чем он стабильнее, тем стабильнее гранулометрия.
- Температура и время пребывания: влияют на кристаллическую структуру, прочность, нагрузку на сушку и склонность к слёживанию.
Типичное оборудование:
- Барабанный гранулятор — для больших непрерывных производств, обычно лучше переносит колебания режима.
- Дисковый гранулятор — чаще для средних/малых мощностей или когда нужно гибко менять размер; сильнее зависит от опыта оператора.
- Грануляция с мешалками/зубчатыми элементами — хорошо «заводит» ядро; нередко применяется в комбинации с барабаном.
2.3 Сушка и охлаждение: «хранится ли и перевозится ли»
Цель сушки — не «максимально высушить», а попасть в безопасное окно по влаге: чтобы снизить слёживаемость и не пересушить продукт (излишняя хрупкость, рост пыли).
Охлаждение должно снизить температуру гранул близко к окружающей; иначе после фасовки возможны конденсация/впитывание влаги и слёживание.
Часто применяют: барабанную сушилку + барабанный или псевдоожиженный охладитель.
Ключевые моменты: источник тепла, тепловая эффективность, подсосы воздуха и пылеулавливание.
2.4 Рассев + возвратный контур: что определяет «выход товарной фракции»
После сита получаем: товарную фракцию, крупняк и мелочь.
- Крупняк → дробление → возврат в грануляцию
- Мелочь → прямой возврат в грануляцию
Рост выхода товарной фракции обеспечивают: эффективный рассев, стабильный ретур, управляемая крупность после дробилки, транспортировка без разрушения гранул.
2.5 Покрытие/антислеживание: «последняя миля» коммерческого качества
Фосфорные удобрения часто гигроскопичны или склонны к слёживанию при температурных колебаниях. Покрытие (антислеживающие добавки, масла, функциональные плёнки) улучшает:
- сыпучесть при хранении
- сопротивление слёживанию при дальних перевозках
- внешний вид и пылеобразование
Равномерность покрытия зависит от распыла, времени пребывания в барабане, температуры гранул и пылевой нагрузки.
3. Частые проблемы и практичные меры
Проблема 1: налипание, «кольца» (часто в барабанах/сушилках)
Причины: высокая влажность, неподходящее температурное окно, соли с выраженной кристаллизацией, недостаток ретура или слишком мелкий ретур.
Меры:
- оптимизировать место подачи жидкости и качество распыла, избегать локального переувлажнения
- стабилизировать долю и грансостав ретура
- подобрать футеровку/антизалипающие решения и предусмотреть очистные устройства
- снижать резкие колебания режима, менять параметры плавно
Проблема 2: широкое распределение по размеру, низкий выход товарной фракции
Причины: нестабильное «заведение» гранул, колебания ретура, падение эффективности сита, неправильная настройка дробилки.
Меры:
- обеспечить стабильную подачу ретура (контроль уровня, частотное регулирование, замкнутый контур)
- регламент по ситам (натяжение, очистка, плановая замена)
- поддерживать стабильную крупность продукта дробления
Проблема 3: высокая запылённость и потери
Причины: большие перепады высот, слабая герметизация, отсутствие местных отсосов на рассеве и фасовке.
Меры:
- локальная герметизация + отсос под разрежением в точках пыления
- обычно: циклон + рукавный фильтр; при кислых газах — скруббер/мойка
- возврат улавливаемой пыли в процесс (где это допустимо по качеству)
Проблема 4: рекламации по слёживанию
Причины: повышенная влага, недостаточное охлаждение, неравномерное покрытие, большие колебания температуры/влажности на складе, высокая гигроскопичность рецептуры.
Меры:
- охлаждать до нормы перед покрытием/фасовкой
- подбирать антислеживатель под конкретную рецептуру, настроить расход и равномерность распыла
- склад: защита от влаги, вентиляция, FIFO (первым пришёл — первым ушёл)
4. Автоматизация и контроль качества: какие показатели держать «в руках»?
Рекомендуемый набор KPI и контроля:
- отклонения дозирования по основным компонентам
- влажность/твёрдая фаза пульпы, температура грануляции, доля ретура
- гранулометрия (выход товарной фракции, -2 мм, +4/5 мм)
- прочность на раздавливание/истираемость (доля разрушения, пылеобразование)
- влага и температура готового продукта (после охладителя, после покрытия, перед фасовкой)
- перепад давления на фильтрах и выбросы (экология и «здоровье» системы)
В автоматизации приоритетны: дозирование, контур ретура, температура/разрежение сушильного газа с блокировками, датчики уровня в ключевых бункерах и защита от завалов/забивок.
5. Пять вещей, которые важно уточнить до строительства или модернизации
- диапазон колебаний сырья (влажность, крупность, концентрация кислоты, примеси)
- целевой размер гранул и требования к выходу товарной фракции (определяют «силу» сита и контура ретура)
- источник тепла и схема газоочистки (энергоёмкость и требования экологии часто задают границы проекта)
- коррозия и выбор материалов (в кислых фосфорных средах ресурс оборудования сильно различается)
- стратегия выхода на режим (план пусконаладки: от «пошла продукция» до стабильного качества)
Линия грануляции фосфорных удобрений — это не просто набор машин. Стабильный выпуск определяет управляемый контур «рецептура — влага — ретур — температура — рассев», а также корректно заложенные решения по коррозионной стойкости и экологии. Если эти точки зафиксировать на стадии проектирования, пусконаладка и вывод на проектную мощность становятся заметно проще. Для получения более подробной информации, пожалуйста, посетите:https://www.granulyator.com/product/liniya-proizvodstvo-fosfornykh-udobreniy/